Antiikne lõigatud karp hambatikukarpidele

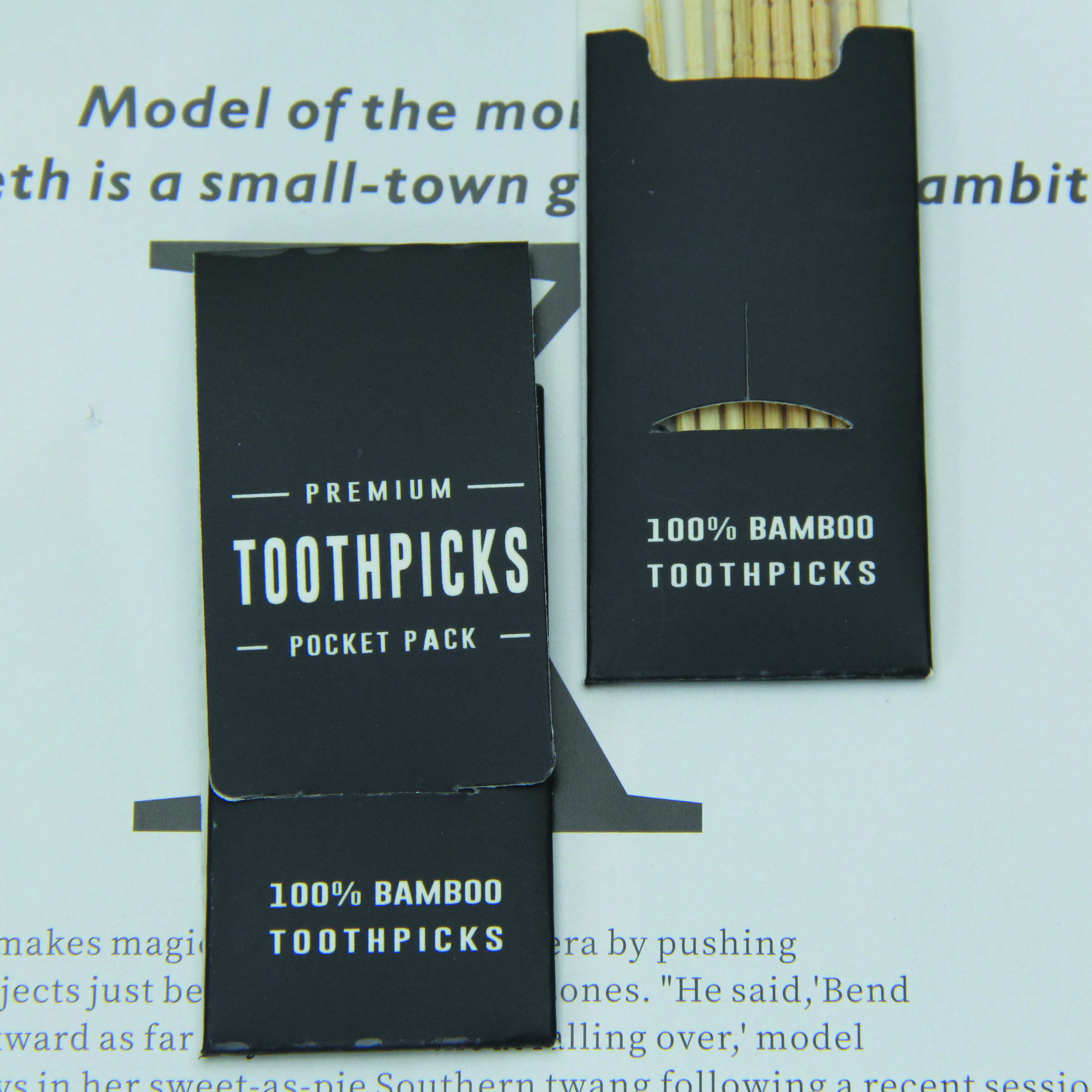


Antiikne lõigatud karp hambatikukarpidele
Alates 21. sajandi algusest on meie riik tugevalt toetanud teaduse ja tehnoloogia arendamist, mis on muutnud paljud traditsioonilised käsitsi valmistatud tooted digitaalseks, intelligentseks ja mehhaniseeritud tootmiseks, mis on keskkonnasõbralik ja taastuv. See parandab oluliselt tootmise efektiivsust ning säästab aega ja kulusid. Sama kehtib ka hambatikkude karpide tootmise ja valmistamise kohta, seega on pakendikarbi tootmisprotsessi protsess järgmine:
1. Esiteks tuleb paber lõigata tootmisspetsifikatsioonide näopaberiks.
2. Pange näopaber intelligentsele trükiseadmele näopaberi printimiseks.
3. Õlle noa vormi valmistamine, õlle valmistamine on tootmisprotsessi oluline osa. Selles ühenduses peavad nuga ja stants olema joondatud ning noa ja stantsi ebatäpsus mõjutab tõsiselt kogu pakendikarbist valmistatud valmistoodet.
4. Näopaberi üleliimimiseks on see protsess mõeldud näopaberi kaitsmiseks lihvimise ja muu sellise eest pakkekarbi valmistamisel.
5. Asetage koekaart manipulaatori alla ja tehke rida protsesse, näiteks kasti kleepimine, et pooltoote pakendkarp välja tuleks.
6. Konveierliin transpordib tavapäraselt liimitud karbi automaatse vormimismasina asukohta ja asetab liimitud karbi käsitsi vormimisvormile, käivitab masina ja vormimismasin liigub järjestikku pika külje juurde, voldib selle pikaks küljeks, surub kokku blisterpakendi lühikese külje ja seejärel lühikese külje. Mullitades põrkab masin karbid konveierliinile.
7. Lõpuks pange pakendatud karp paremale läbi kvaliteedikontrolli, voltige see papiga kokku, puhastage liim ja tuvastage defektsed tooted.
Pakkekarbi valmistamise protsessis peame pöörama tähelepanu mõnele detailile. Levinud probleemid, millele tähelepanu pöörame: 1. Pöörake õlleprotsessi ajal tähelepanu esi- ja tagaküljele, et vältida esipaberi läbitungimist liimist, mille tulemuseks oleks liimi avanemine karbi serval. 2. Pakkimisel pöörake tähelepanu kõrgetele ja madalatele nurkadele, vastasel juhul puruneb karp vormimismasinal. 3. Vormimismasina kasutamisel pöörake tähelepanu sellele, et pintslil, pulgal ja teral ei oleks liimi, mis põhjustab ka liimi avanemise karbi serval. 4. Liimi paksust tuleks vastavalt paberile reguleerida. Liimi ei tohi tilgutada hammastele ega kasutada veepõhist keskkonnasõbralikku valget liimi. 5. Samuti tuleb märkida, et pakendikarbil ei tohi olla tühje servi, liimiavasid, liimijälgi, kortsus kõrvu, purunemisnurki ega suurt positsioneerimiskaldumist (masina positsioneerimine on seatud umbes pluss-miinus 0,1 mm peale). Kogu tootmisprotsessi käigus tuleb karpi enne tootmist kasutada stantsi.
Proovige proovi ja seejärel jätkake masstootmisega pärast probleemide puudumise kinnitamist, et vältida võimalikke muudatusi, kui stantsiga on probleeme, ning lõpuks kinnitage enne masstootmist, et probleeme pole. Karp on hästi tehtud.
Fuliter saab teie tooteid paremaks muuta!
KUUM MÜÜGITOODE
Kvaliteet ennekõike, ohutus garanteeritud
-

Parim kirstu teemantide hulgimüügi tellimuskarp ...
-

Luksuslik kohandatud küünlapurk kaane ja kinkekarbiga ...
-
Täidetud šokolaadipähklite datlite kinkekarbis kohandatud fa ...
-
Kalli roosiehete kinkekarbi komplekt kohandatud kujul
-

Läbipaistev akrüülkuubik kaanega kommikarp
-

papist küünlakarbi pakendi kujundus kohandatud